“It is not the strongest of the species that survives, not the most intelligent, but the one most responsive to change.” Taking a cue from this thought, CNH Industrial (India) Pvt Ltd implemented World-class Manufacturing (WCM) in logistics. Deepak Gautam, General Manager (Head – Supply Chain), CNH Industrial (India) Pvt Ltd, highlights that after deploying WCM in logistics, CNH has achieved a breakthrough in reducing logistics costs as well as enhanced the entire production process by substantial margins. The target of WCM is zero waste, zero defects, zero breakdowns and zero inventory and that’s the same target CNH intends to achieve in the long run.
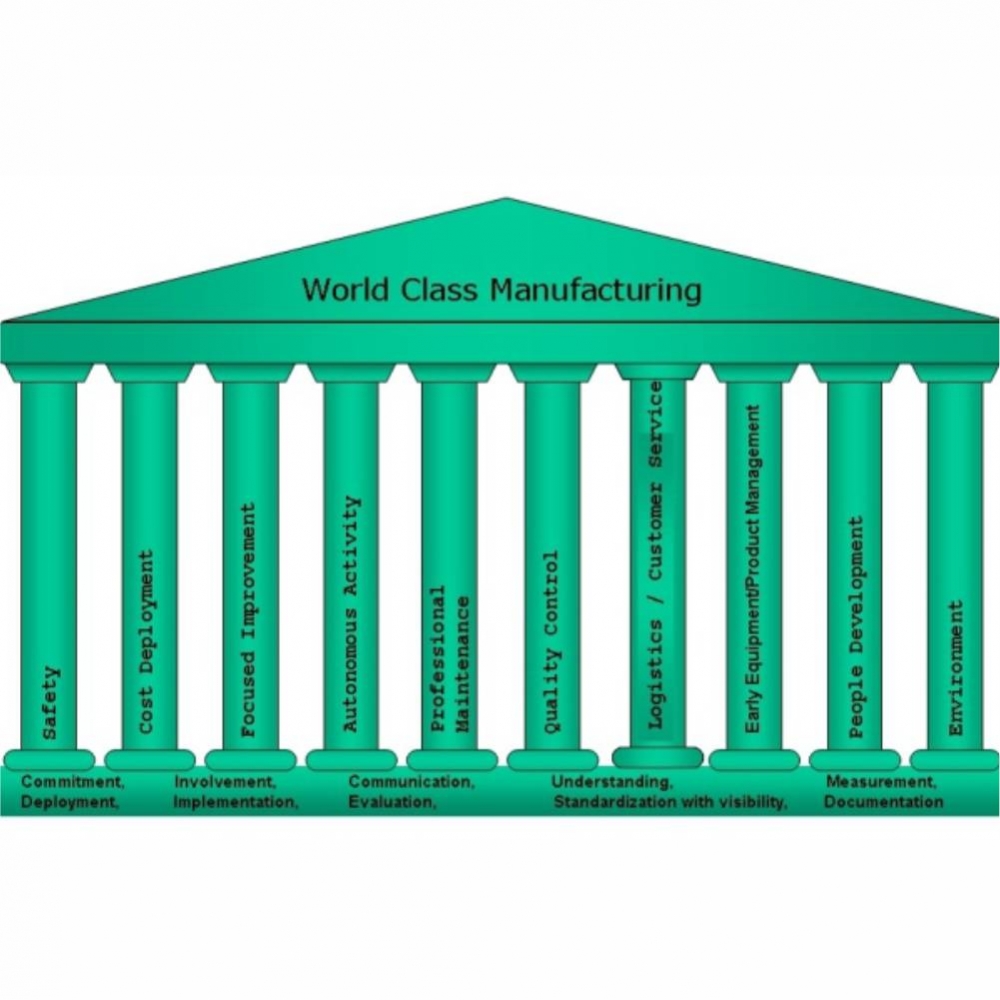
CNH Industrial, in striving to consolidate and maintain high standards of excellence in its manufacturing systems, applied the principles of WCM, an innovative program for continuous improvement originating from Japan. WCM is a Change Program intended to reach world-class performances in operations through 3 major activities, viz., reduce and eliminate losses & waste; establish standards and methods; and continuous improvement through all employee involvement. It is implemented in 7 steps in 4 phases to achieve controlled flow as a major target, and reduce losses in logistics. These are 1. Create a Flow; 2. Make Flow Smooth; 3. Flow should be Accurate; and 4. Controlled Flow.
Four change agents
First of all, WCM focuses on people who are part of the operation. Together with the losses are traced and made visible. Subsequently, WCM forms teams to find and eliminate the cause of a certain loss, for only by removing the cause of a problem the problem will stay away forever. Solutions not removing the cause only cure the symptoms of a problem and are no real solutions.
The third main feature of WCM is product organization. Instead of dividing the work over as many specialized departments as possible, the so-called functional division, WCM organized in process stream-oriented manner. Ideally, every product-market combination of the company knows its own team, to which activities adding to the total value are assigned, as well as the support services directly and exclusively related to them.
The fourth and last main feature is the permanent guarantee of the found solutions: the standardization. A WCM cycle is only really complete if we made sure that the solution we found cannot ebb away. In addition, the ‘process owners in such a way should take this step that we can verify that the step is guaranteed. Thus, the four main characteristics of WCM are successive:
Make losses visible
Improving in team format
Organizing process-oriented
Standardize working methods.
People who are directly involved in carrying out the processes of additional value are here the internal customers. All others should be supportive and derive their existence from their positive influence on the production process.
Logistics in WCM
Logistics is one of the most important pillars in World Class Manufacturing systems. Logistics is a pillar in which both internal and external logistic networks become integrated through the management of logistics activities. Implementation of the logistics pillar aims most often at: more effective management of supply chains, reducing material storage and ongoing production, reducing logistics costs, integrating logistics networks (suppliers, co-operators, producers), better usage of means of transport, better usage of warehouse (storage areas and intermediate storage areas), etc.
The trigger
At Noida plant, we are manufacturing tractors under the Brand Name of ‘New Holland’ and ‘CASE’. With almost 65% domestic market and 35% export market business volume and tractor industry is very volatile mainly as Indian agriculture industry is mainly dependent on rain and monsoon, so it is highly unpredictable market. Before adopting WCM Methodology 4-5 years back, Plant Logistics Management was very traditional with multiple losses and High Inventory at various level – FG (Finished Goods) / RM (Raw Material)/ WIP (Work in Progress)/ Supplier Inventory, leading to heavy financial charges, obsolescence, long term inventory ageing, scrap & losses, frequent rescheduling of production plan due to shortage of material, which resulted in major loss of sales order in export and domestic market.
The implementation
Pithampur plant that manufactures CASE Construction Equipment achieves Bronze Level designation in WCM
As the concept itself says about waste reduction and improve efficiency, in New Holland, our major challenge in terms of SCM was high raw material inventory/line feeding loss obsolescence was high, so we thought of implementing World Class Manufacturing methodology to improve supply chain and logistics. Stocks of material at the plant are high with heavy financial charges & hidden problems. There is a considerable risk of damage and obsolescence also due to the condition of the containers and the need for sequencing. In that case, production has to be rescheduled frequently due to shortage of materials. In order to address these concerns, there was a need to establish PULL logic inside the plant and with suppliers. We needed to reduce stock levels significantly as well as level volumes and production mix and improve line saturation. Additionally, we aimed to minimize internal handling, also with direct deliveries by suppliers to the assembly lines and integrate the sales networks, manufacturing and purchasing.
The idea of considering logistics as the main change agent was simply because if the logistics pillar is able to achieve its main goal (deliver the right material, at the right time, in the required quantity/quality, nearest to the point of use in consideration of ergonomics requirements, with a minimum of material handling), the overall plant performance will benefit.
In order to achieve the goals, wastes have to be identified and eliminated. To do so, it’s crucial that the plant organization learns to see waste. In phase 1, we established the concept of overall logistics and designed the logistics network (Customers and suppliers inclusive). We also designed external logistics and established routes for scheduled transportation (min. 1/day). The entire layout was changed for internal logistics. Then followed the organization of products & parts storage and packaging (Tray, packaging shape, size, number of items stored in a tray, easiness to identify items). We used Kanban and water strider method for the same.
When it came to workplace organization, we improved or rather simplified the assembly line layout. We made the assembly line short and levelled daily production. We thereafter, connected the subassemblies to the assembly lines. We then put the sub-assembly lines into lines as much as possible by following PULL principle.
Initial hurdles
A major challenge for any organization in Change Management is how to drive change management throughout the organization since people involvement and understanding the real benefit of the change is a key task for any Management. Of course, strong top drive in order to implement process and system for new change is key to success.
Tangible benefits
Some of the benefits of WCM implementation include greater competitiveness, the development of new and improved technology and innovation, increased flexibility, increased communication between management and production personnel, enhanced quality of work, and increased workforce empowerment. Major benefits achieved included:
Raw material inventory reduction almost 30% compared to the duration of 3 years
Control on obsolete and long-term inventory from 50%.
Space-saving on account of inventory reduction.
The ultimate gain
Key characteristic of WCM is that real improvement is on the shop floor. It is systematic and methodological approach to solve problem and if followed religiously as per process even at shop floor blue-collar can drive it. The widespread use of WCM principles at all CNH Industrial plants allows the entire company to share a common culture based on efficient processes and on a language universally recognized across all plants and countries in which CNH Industrial operates. WCM leverages knowledge development through employee participation, through which implicit knowledge becomes explicit and codified, and subsequently incorporated into new products, new services, and new ways of working.
The WCM system is also implemented outside CNH Industrial: on the one hand, it enables the company to meet its customers’ needs with maximum flexibility and effectiveness; on the other, by sharing it with suppliers, it allows the company to ensure high product quality and process efficiency. WCM seeks to instil and reinforce the idea that everyone who is part of an organization must know their customers and strive to satisfy their needs, as well as those of all other stakeholders, in terms of products, order processing, delivery, quick response services, and after-sales assistance. After all, the aim of continuous improvement is to increase customer satisfaction and loyalty, while also ensuring long-term profitability, by developing processes and adding value to products and services.





 Categories
Categories